Table of Contents >> Show >> Hide
- What MRRF 17 Was (and Why It Matters)
- Laser Resin Printing 101
- Why Laser Resin Printers Showed Up at a RepRap Festival
- Spotlight: The Peopoly Moai Moment
- The Reality Check: Resin Workflow Is a Whole Thing
- Materials: Not Just “Gray Goop” Anymore
- Where Laser Resin Still Wins (Even When LCD Resin Is Everywhere)
- Buying or Building a Laser Resin Printer: What to Look For
- What People Actually Printed (and Why Laser Resin Made Sense)
- Experiences and Field Notes: From the Resin Trenches
- Conclusion
If you’ve ever been to a 3D printing show, you know the vibe: whirring motors, a faint aroma of warm plastic,
and at least one person explaining belt tension like it’s a spiritual practice. MRRF 17 (the Midwest RepRap Festival
in 2017) was that energy turned up to elevenmostly filament-based machines doing their open-source thinguntil the
laser resin printers showed up and quietly stole a chunk of the spotlight.
Because nothing says “makers’ festival” like a device that cures liquid chemistry with a UV laser. It’s equal parts
science, art, and “please don’t touch that without gloves.”
What MRRF 17 Was (and Why It Matters)
MRRF isn’t a glossy trade show where everything is behind velvet ropes. It’s the kind of event where people bring
machines they built, modified, or resurrected from a half-finished kit and a stubborn belief that problems can be
solved with brackets. In 2017, the festival in Goshen, Indianahosted by SeeMeCNC’s hometown crowdfelt like a
family reunion for the RepRap spirit: open designs, community support, and a whole lot of “I can improve that.”
And that’s exactly why laser resin printers belonged there. Resin printing was already known for gorgeous detail,
but it still carried an aura of “fancy lab equipment.” MRRF 17 helped pull it into the maker tent: approachable,
hackable, andif you were bravetweakable.
Laser Resin Printing 101
How SLA Uses a UV Laser
Laser resin printers are typically SLA (stereolithography) machines. The concept is delightfully simple and mildly
magical: a UV (or near-UV) laser draws a shape on the surface of liquid photopolymer resin, curing it into solid
plastic. Then the printer repeats the process layer by layer until your part emerges like a tiny artifact from a
glowing goo lagoon.
Under the hood, many desktop laser SLA designs rely on galvanometers (“galvos”)fast little mirrors that steer the
laser beam with precision. The result is sharp detail, smooth surfaces, and features that FDM printers often can’t
match without a long negotiation with nozzle diameter and cooling.
Why “Laser” Is Different from DLP/MSLA
Not all resin printing is laser-based. DLP uses a projector to flash an entire layer at once, and MSLA uses an LCD
panel as a mask to expose a whole layer. Those approaches exploded in popularity because they can be fast and
cost-effective.
Laser SLA is a different flavor. Instead of exposing the whole layer, the printer “draws” each layer with a focused
beam. That can mean excellent feature fidelity, consistent detail across the build plate, and a very direct
relationship between optics, tuning, and print qualitymusic to the ears of anyone who came to MRRF specifically to
tinker.
Why Laser Resin Printers Showed Up at a RepRap Festival
At first glance, MRRF seems like filament country: Cartesian workhorses, deltas doing interpretive dance, and
hotends that have seen things. Resin printers, meanwhile, look like they belong in a clean room with a “no snacks”
policy.
But the overlap is real:
- Open experimentation: Makers want controlover firmware, mechanics, materials, and results.
- Community learning: Resin printing has a learning curve. MRRF is basically a live tutorial with jokes.
- Precision parts: Even filament fans need crisp gears, small brackets, or molds that just work.
Laser SLA in particular appealed to the “I want to understand every subsystem” crowd. It wasn’t only about perfect
minis; it was about building a reliable precision tool out of approachable components.
Spotlight: The Peopoly Moai Moment
If MRRF 17 had a “wait, that’s how much resin detail for the money?” moment, the Peopoly Moai was a big part of it.
The Moai hit a sweet spot: laser-based SLA, maker-friendly ethos, and specs that sounded like a dare.
Specs That Made Makers Pay Attention
The Moai’s typical published specs in that era included a 405 nm laser around 150 mW, a laser spot size around
70 microns, layer heights that could go down into the tens of microns, and a build volume that was genuinely useful
for functional partsnot just tiny showpieces. In plain English: it offered “nice detail” without requiring “nice
mortgage.”
Open Resin Compatibility (A Very MRRF Sentence)
One of the biggest philosophical differences between resin ecosystems is whether you can use third-party resin
easily. Makers love options: flexible resin today, castable resin tomorrow, and that weird experimental bottle you
bought at 2 a.m. because the review said “shockingly good for the price.”
Open resin compatibility matters for cost, material experimentation, and the simple joy of dialing in settings like
you’re tuning a race carexcept the race car is a vat of violet goo and the pit crew is you, wearing nitrile gloves,
squinting at exposure tests.
The Reality Check: Resin Workflow Is a Whole Thing
Laser resin printing can deliver stunning results, but it’s not “hit print and walk away forever.” It’s more like
baking: the ingredients matter, the steps matter, and skipping the cool-down phase leads to regret.
Orientation, Supports, and Why Gravity Is the Boss
Resin prints generally need supports because the part is being pulled away from a surface during printing, creating
peel forces that can ruin your day. Good orientation reduces suction and stress, and smart support placement avoids
scarring important surfaces.
A practical rule: if a surface must look pristine, don’t aim supports there unless you enjoy sanding tiny craters.
Support strategy is where resin printing becomes half engineering, half sculpture, and half “why is it always the
last support that snaps?”
Washing and Curing: The “Two-Step” That Makes It Real
Fresh resin prints are not done when they leave the printer. They’re coated in uncured resin and need washingoften
with isopropyl alcohol (IPA) or other approved solventsfollowed by post-curing under UV light to reach final
strength and stability.
This is where laser resin printers feel like a small production line: print, wash, dry, cure, remove supports,
finish. The payoff is worth it, but the process deserves respectespecially if you value clean surfaces and accurate
dimensions.
Safety: Gloves, Ventilation, and Basic Common Sense
Resin chemistry can irritate skin and eyes, and solvents like IPA are flammable. The safest resin setup is boring in
the best way: nitrile gloves, eye protection, good ventilation, and a tidy workspace that doesn’t double as your
sandwich-making station.
Think of it like woodworking: you wouldn’t freehand a table saw cut while eating a taco. Resin printing deserves
the same “separate your hobbies” energy.
Materials: Not Just “Gray Goop” Anymore
By the time MRRF 17 rolled around, resin materials were already expanding beyond brittle showpieces. Tougher resins
aimed to mimic properties closer to engineering plastics, and specialty resins served niches like dental models,
casting patterns, and high-detail prototyping.
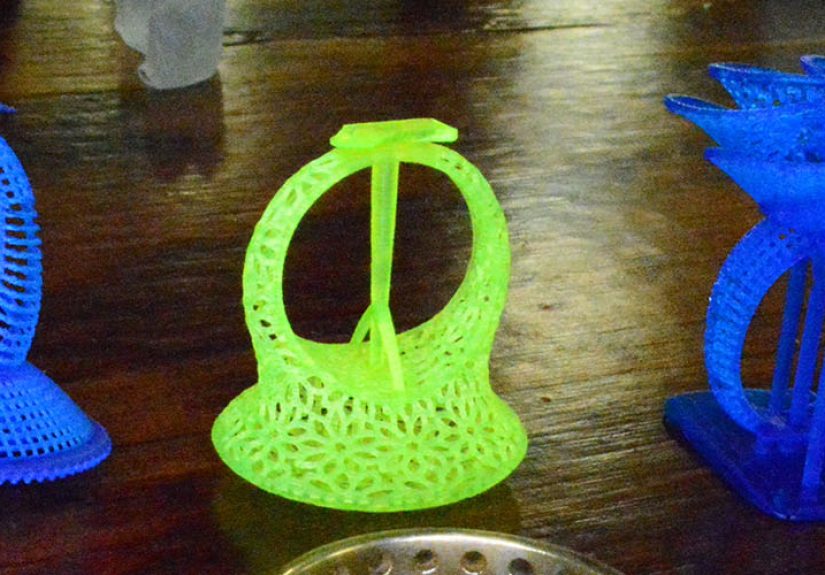
Laser resin printers benefitted from this trend because precise curing can translate into crisp edges, consistent
small features, and smooth surfacesqualities that matter when you’re producing molds, fit-check prototypes, or
customer-facing “this is what it will look like” models.
Where Laser Resin Still Wins (Even When LCD Resin Is Everywhere)
Modern resin printing includes plenty of LCD-based machines, and they’re great. But laser SLA still has strong
reasons to existreasons MRRF folks instinctively appreciate.
- Optical precision: A well-tuned laser system can deliver excellent feature sharpness and clean edges.
- Consistency across the platform: Spot size and scanning behavior can be predictable when calibrated well.
- Upgradeable, tweakable systems: The tuning mindset fits laser SLA like a glove (preferably nitrile).
- Industrial lineage: Large-format SLA remains a serious production tool in professional workflows.
Put differently: LCD resin printers became the everyday sedan of resin printingaccessible and practical. Laser resin
printers stayed closer to the project car: incredibly capable, and irresistibly tempting to modify.
Buying or Building a Laser Resin Printer: What to Look For
1) Laser Wavelength and Optical Quality
Most desktop laser SLA printers operate around the 405 nm region, which aligns with many common photopolymer resins.
Beyond wavelength, optical quality matters: spot size, focus stability, and how cleanly the system draws corners and
small features.
2) Mechanics That Don’t Flinch
Z-axis stability is everything. Tiny wobble becomes visible as layer artifacts, and resin prints are honest in a way
that is sometimes emotionally challenging. Look for rigid frames, solid linear motion components, and a leveling
system that doesn’t feel like a carnival game.
3) Software, Slicing, and Community Knowledge
Resin success is half machine, half workflow. Good slicing software makes supports, orientation, hollowing, and drain
holes easier to manage. A strong community helps you solve the weird problemslike why one corner keeps failing
despite you doing everything “right.”
4) Total Cost (Not Just the Printer Price)
Laser resin printing costs include resin, consumables, gloves, paper towels, solvent, and curing. If you plan to
print often, budget for a wash-and-cure routine that doesn’t feel like a daily chore. The best setup is the one you
can maintain without resentment.
What People Actually Printed (and Why Laser Resin Made Sense)
MRRF isn’t only about printing cute things (though nobody’s judging your army of tiny dragons). It’s also about
functional parts that improve machines and projects. Laser resin printers fit beautifully into that ecosystem.
Precision Parts for Printer Upgrades
Need a clean idler mount, a crisp fan duct prototype, or a small bracket with tight holes? Laser SLA can produce
parts with smooth surfaces and sharp details that reduce post-fit fiddling. You might still drill or ream for
perfection, but you’ll start closer to the finish line.
Jigs, Fixtures, and Fit-Check Prototypes
Resin prints shine when you need to validate form and fitlike snap features, button travel, or how two parts mate.
A laser resin printer can turn a CAD idea into a reality check with professional-looking surfaces.
Molds and Casting Patterns
Resin printing is often used to create patterns for casting or tooling applications where surface finish matters.
The smoothness can reduce finishing time and improve the quality of downstream processesespecially when details
can’t get lost in a rough surface texture.
Experiences and Field Notes: From the Resin Trenches
The first time you run a laser resin printer, you’ll think: “This is it. I have achieved peak fabrication.” The
second time, you’ll think: “Why is the part still stuck to the vat like it pays rent?” This is normal. Resin
printing is a relationship, and like all relationships, it improves when you stop pretending you can wing it.
One of the most useful habits I ever learned is to treat resin like a process, not a product. Before a print, I
check three boring things: the resin is mixed (because pigments settle like they’re trying to escape), the build
platform is clean, and the optical path is behaving (focus and calibration). Those checks take minutes and save
hours of “investigative cursing.”
Supports are the next lesson. Early on, I tried to use auto-support for everything, because I believed software was
smarter than me. Software is smartbut it isn’t attached to the part you’ll be sanding at midnight. The real trick
is learning to support the part like you’re planning its entire life story: where it starts, where it pulls, where
suction could trap, where scars will be hidden, and where you can’t afford a single support mark. Orientation is a
negotiation between physics and aesthetics, and physics always shows up with a clipboard.
Then there’s washing. The temptation is to overdo it“If some washing is good, a long soak must be better.” But
long solvent exposure can soften details, and it can leave you with a print that feels like it’s still deciding what
material it wants to be. My best results came from consistent, timed washes, letting the part dry properly, and
curing with intention instead of blasting it like I’m trying to tan it into submission.
Curing is where laser resin parts become honest-to-goodness usable objects. Before curing, parts can feel slightly
flexible or “green.” After curing, they take on their final mechanical personality. It’s also when you realize
resin has “memory” in the worst way: if you cured something warped, congratulationsyou have now permanently cured a
warped thing. Use flat surfaces, rotate parts if needed, and don’t cure in a way that bakes in mistakes.
Finally: cleanup and safety. Resin printing rewards neat freak energy. Dedicated tools, a lined workspace, and a
plan for spills makes the hobby feel professional instead of chaotic. Gloves aren’t optional, ventilation is your
friend, and IPA deserves the same respect you’d give a can of gasoline’s well-behaved cousin. Do that, and laser
resin printing turns from intimidating to addictingin the best possible, “look at these tiny details!” way.
Conclusion
MRRF 17 reminded the 3D printing world that the maker community doesn’t just adopt technologyit adapts it, argues
with it, improves it, and then shares the results with strangers like that’s the most normal thing in the world.
Laser resin printers belonged at MRRF because they represent the same mindset: precision tools you can understand,
tweak, and use to make real parts.
If you’re chasing smooth surfaces, fine features, and prototypes that look like they came from a product studio,
laser SLA still deserves a spot on your radar. Just bring patience, good habits, and gloves. Always gloves.