



Classroom discussions do far more than fill quiet time. They help students think more deeply, speak more...
Looking for the NYT Wordle hints and answer for September 4, 2025? This in-depth guide reveals the...
From royal affairs and papal disgrace to secret marriages and dynastic panic, these 10 medieval scandals reveal...
Looking for the best New Year’s Eve movies to watch this year? This guide rounds up 35...
Benjamin Hightower’s America’s Got Talent audition became must-watch TV for a reason. His soulful, unexpected cover of...
![45 Video Marketing Statistics for 2025 [New Data]](https://cashxtop.com/wp-content/uploads/2026/04/45-video-marketing-statistics-for-2025-new-data-nLAUxxiv-thumb.jpg)
Video marketing in 2025 is bigger, faster, and more performance-driven than ever. This in-depth roundup breaks down...
Pandemics spread through human networks, and the best response does too. This article explores why trusted messengers,...
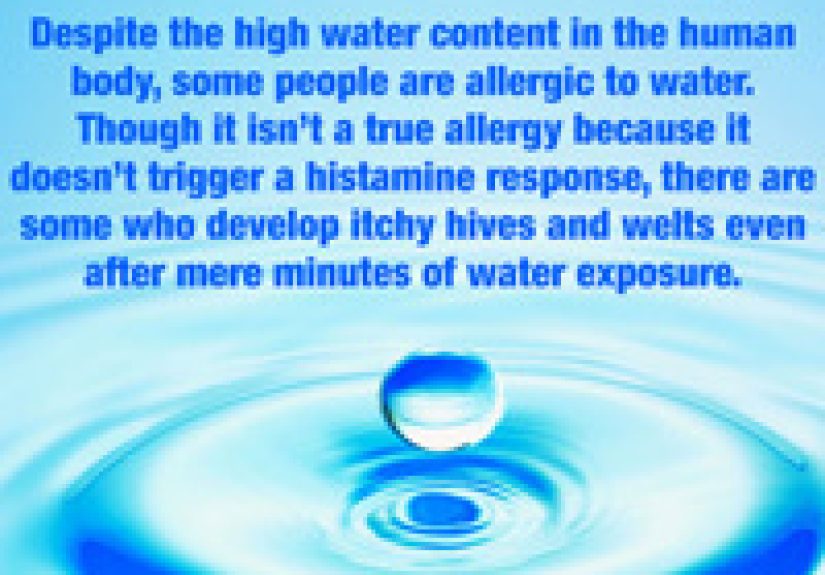
Some diseases sound too bizarre, brutal, or surreal to be real, yet history and medicine say otherwise....

Creating a treatment plan for early-stage breast cancer can feel overwhelming, but it becomes more manageable when...

Hydroponics may sound high-tech, but beginners can start with a simple bucket, clean water, nutrients, light, and...